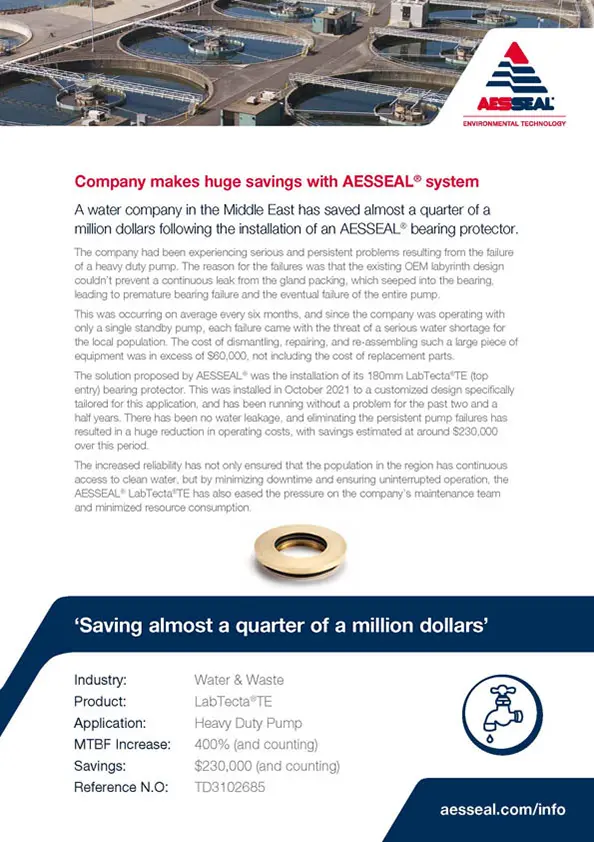
A water company in the Middle East has saved almost a quarter of a million dollars following the installation of an AESSEAL® bearing protector.
More Industry Related Content

By Murthy Budda
From the case study we know that the company was having a lot of problems with a heavy-duty pump. What exactly was the issue?
The problem was that the OEM labyrinth design couldn’t prevent a continuous leak from the gland packing, which allowed water to seep into the bearing housing. This resulted in the failure of the bearings, which in time led to the failure of the entire pump.
Is gland packing less effective than a mechanical seal?
Generally, gland packing is less effective than a mechanical seal, but the company was facing budget constraints which prevented them from upgrading to mechanical seals. Gland packing is still widely used due to its lower initial cost and simpler installation and maintenance requirements. However, it is less effective at preventing leaks. It also requires more frequent maintenance and has a shorter lifespan. Given these constraints, the company sought to mitigate the risk of water leakage into the bearing housing by installing a bearing protector.
What were the consequences of the pump failures? What would have happened if the standby pump had also failed?
The pump failures led to significant downtime and high repair costs, around US$60,000 per incident. It also created a serious threat to the water supply. The pump in question was crucial for transporting water to ensure a continuous supply for the local population and for agriculture. If the standby pump had failed as well, it would have caused a complete breakdown in the water supply, resulting in severe water shortages for the local population and the possibility of critical public health issues.
Given the lack of rainfall in this region, what would have been the impact for local agriculture?
Since the company is in Oman, pump failures would have severely affected the water supply for farmers. With little rainfall, farmers depend on irrigation for their crops. If both pumps had failed, it would have caused not only a shortage of drinking water but also a lack of water for irrigation, which would have damaged crops and affected the livelihoods of local farmers.
What did AESSEAL® suggest to the company as a solution to their problems?
AESSEAL® suggested installing the 180mm LabTecta®TE bearing protector. This is a customized solution designed to prevent water leakage into the bearing housing. It protects the bearings from contamination and failure, and ultimately ensures the reliability and longevity of the pump.
How did you convince them that this was going to work?
We presented detailed case studies and technical specifications. We also provided a thorough analysis showing how the LabTecta®TE bearing protector would effectively prevent water leakage and bearing contamination. Additionally, we highlighted the potential return on investment (ROI), demonstrating significant cost savings through reduced maintenance and downtime.
Were there any unexpected challenges or obstacles?
No. The customization process went smoothly, and the LabTecta® worked as intended. It effectively stopped water leakage and prevented bearing contamination, eliminating the pump failures.
What kind of after-sales service do you give? Do you make follow-up visits, for example?
We provide a comprehensive after-sales service, including regular follow-up visits, maintenance checks, and technical support to ensure everything works well. The customer was very satisfied, particularly with the reduction in maintenance costs and downtime.
Did it lead to any new business either with this company, or with others?
The successful implementation and positive feedback led to increased trust and additional business opportunities, both with this company and with other potential clients in the region.
Related Case Studies