


Featured Case Studies
The case studies below showcase the very best of commitment to excellence at AESSEAL across our three core pillars:
- Exceptional Customer Service – putting customers first, every time.
- Advanced Technology – delivering innovation that drives results.
- Sustainable Solutions – engineering a better future for people and our planet.

AESSEAL product stops hot oil pump leakage

A large oil and gas company in north Africa contacted AESSEAL to look at a sealing issue on its hot oil pumps.
AESSEAL help a Polyethylene plant save €144,000 in 30 months

Replacing labyrinth seals with MagTecta on 8 lobe blowers increases MTBF to over 400%.

DMSC saves Nestlé Purina £182k in just 10 months

Significant savings with mechanical seal and bearing protection for the pet food manufacturer
AESSEAL packing system brings major savings

A French pharmaceuticals company has saved over €200,000 in the first year following its decision to change to an AESSEAL reactor packing system.
AESSEAL solves reliability problem for US paper company

The installation of the AESSEAL DMSC double mechanical seal, a close clearance bushing, a FLOWTRUE flowmeter, and a 25 litre SW2 water management system, has solved a problem of repeated seal failure for a US paper company.
Bitumen pump upgrade saves over £23,000 a year

Asphalt producer pump for road surfaces was gland packed and losing over 15 tonnes of bitumen.

Seal upgrades save over US $3.4million in seven years

A company in the Oil and Gas industry in Qatar were dissatisfied with the reliability of the mechanical seal used in crude export and oil/water booster pumps.
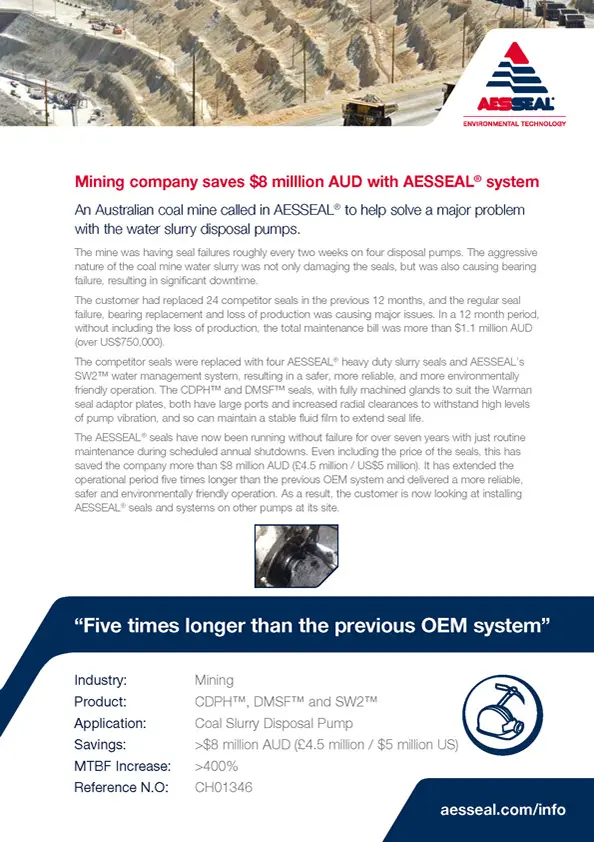
Mining company saves $8 million AUD with AESSEAL system

A coal mine in Australia was having seal failures roughly every two weeks on two disposal pumps.
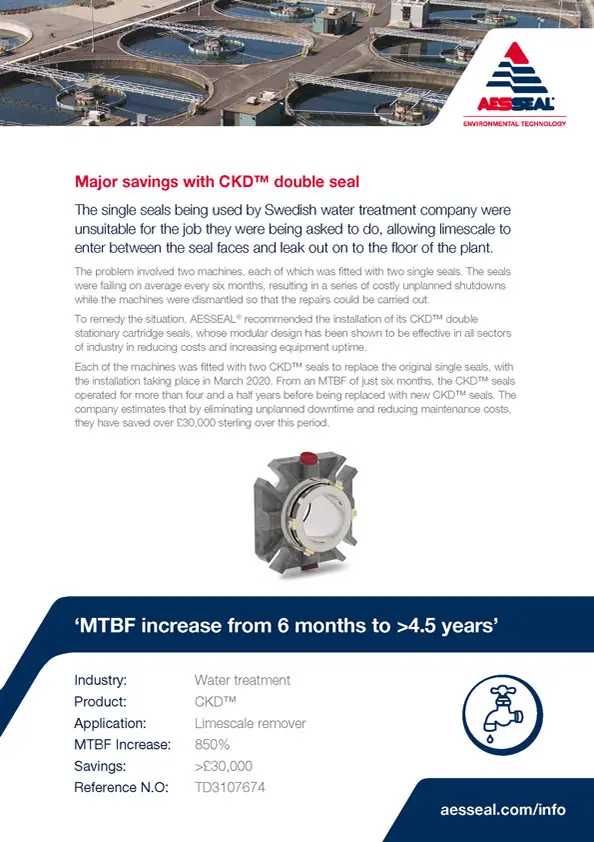
Major savings with CKD double seal

The single seals being used by Swedish water treatment company were unsuitable for the job they were being asked to do, allowing limescale to enter between the seal faces and leak out on to the floor of the plant.
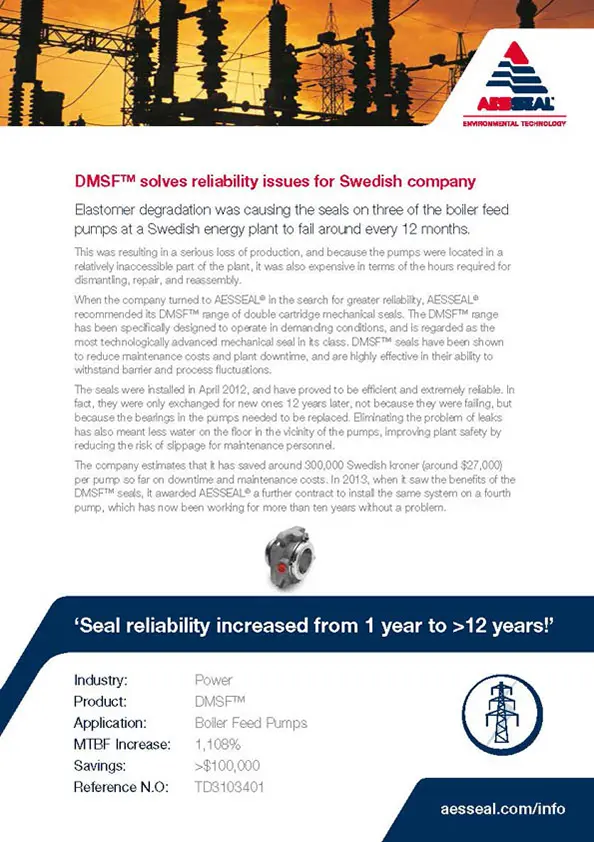
DMSF solves reliability issues for Swedish company
Elastomer degradation was causing the seals on three of the boiler feed pumps at a Swedish energy plant to fail around every 12 months.
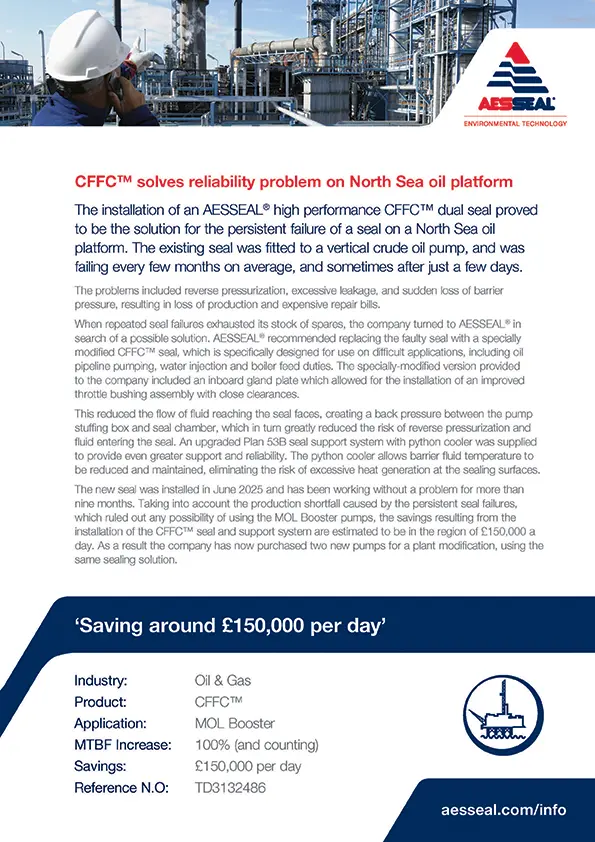
CFFC™ solves reliability problem on North Sea oil platform
The installation of an AESSEAL high performance CFFC™ dual seal proved to be the solution for the persistent failure of a seal on a North Sea oil platform.
Change to packing saves Swiss company $millions

A chocolate producer in Switzerland has saved around ₣2.3 million ($2.6 million) over the past year following its decision to change to an AESSEAL pump packing system.
Fantastic seal life for notoriously difficult application

A pulp & paper company in the Canada were dissatisfied with the reliability of the mechanical seal used in its Chlorine Dioxide generator pump.
Major reliability improvement with CSSN seals

Installation of CSSN cartridge seal has resulted in a dramatic improvement in seal reliability for a South African chemical company.
LabTecta ends contamination problem at Australian mining company
An Australian mining company was encountering problems with bearing contamination in the seals on its conveyor pulleys.
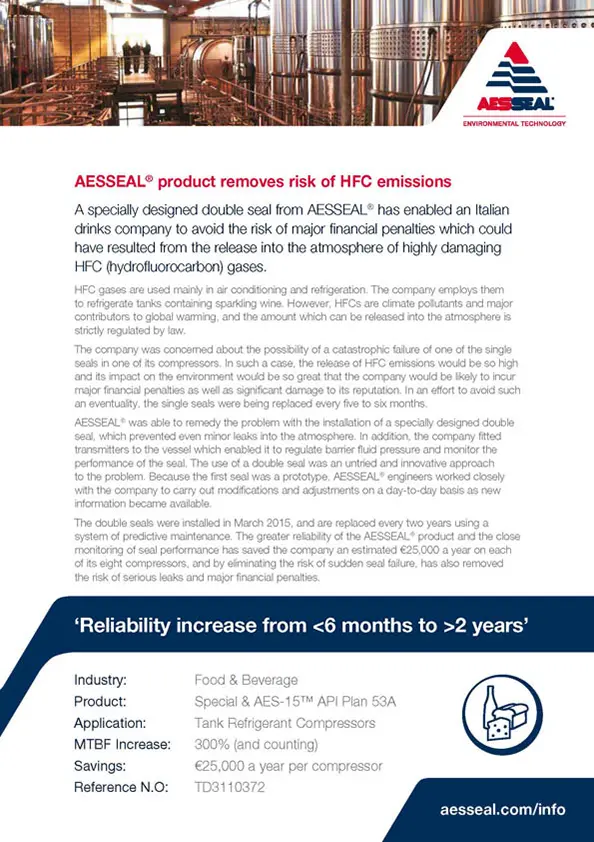
AESSEAL product removes risk of HFC emissions
A specially designed double seal from AESSEAL has enabled an Italian drinks company to avoid the risk of major financial penalties which could have resulted from the release into the atmosphere of highly damaging HFC (hydrofluorocarbon) gases.
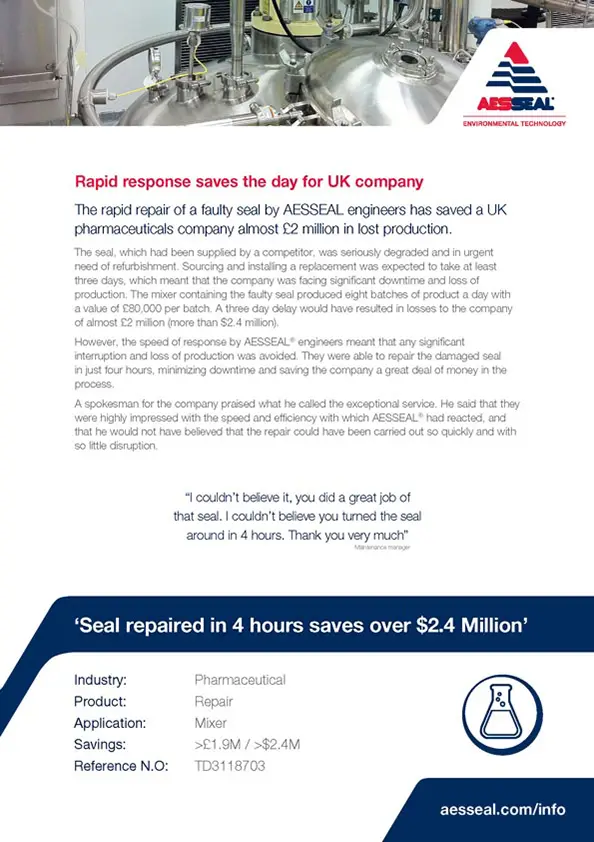
Rapid response saves the day for UK company
The rapid repair of a faulty seal saved a UK pharmaceuticals company almost £2 million in lost production.
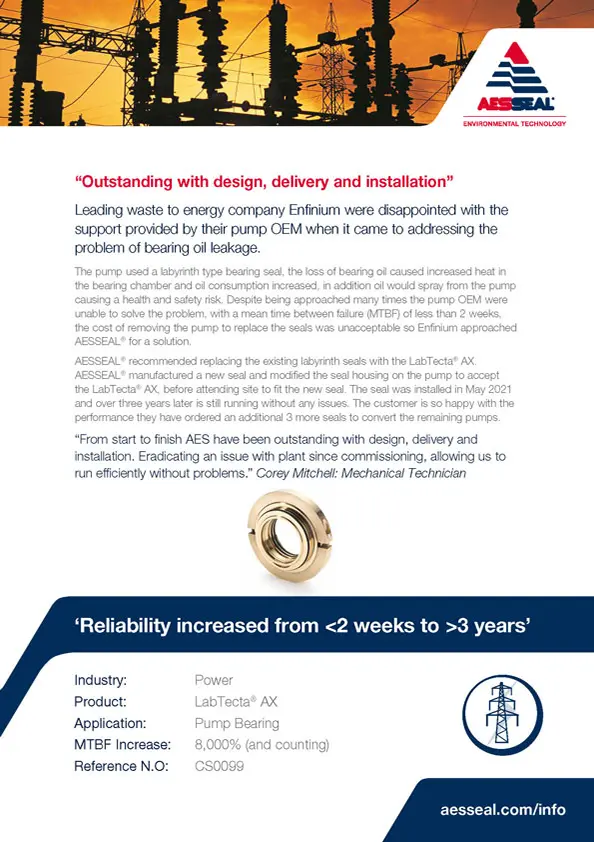
Reliability Improved For Waste Energy Company
Enfinium were disappointed with the support provided by their pump OEM

LabTecta IAP solves ash dust problem

The installation of a LabTecta®IAP labyrinth seal has solved a persistent problem for the Danish wastewater company Biofos Lynetten.
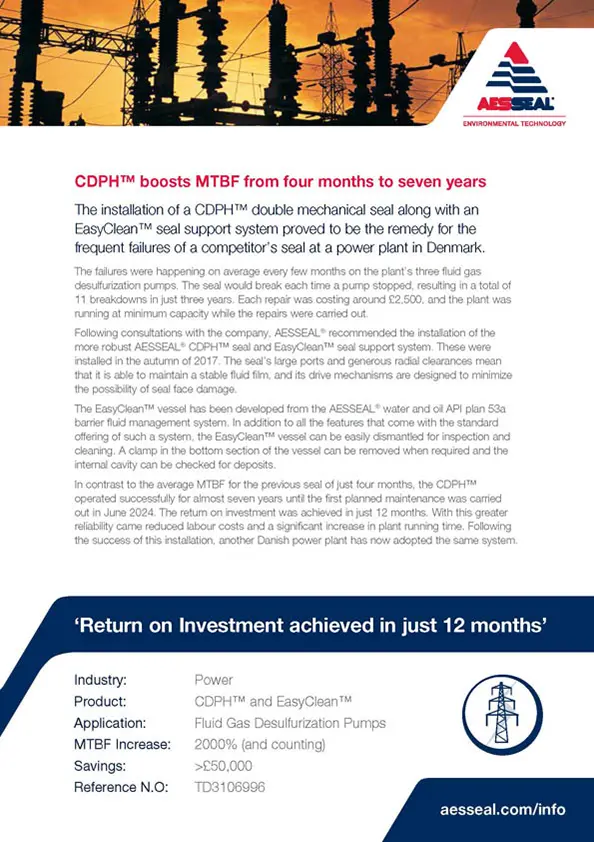
CDPH & EasyClean boosts MTBF from four months to seven years
The installation of a CDPH double mechanical seal along with an EasyClean™ seal support system proved to be the remedy for the frequent failures of a competitor’s seal at a power plant in Denmark.
Major savings follow installation of AESSEAL product

A petrochemical company based in the Middle East was having problems with persistent and costly seal failures.

Full steam ahead for refinery after change to STS seals
An oil and gas refinery in northern England was experiencing poor reliability of its steam turbine.
AESSEAL helps UK firm to multi-million pound savings
A leading UK company is set to save more than £5 million over five years following the installation of AESSEAL LabTecta OP bearing protectors.

LabTecta saves €360,000 for Spanish company each year

A lip seal which was leaking oil from an extruder gearbox was causing persistent problems for a Spanish petrochemical company.
LabTecta FS the answer for gearbox problem
A repair and maintenance company in West Virginia says that its customers in the local coal mining industry have recorded major savings following a decision to upgrade to AESSEAL LabTecta FS.
Upgrade will result in major savings for US company
A US petrochemical company is set to save tens of thousands of dollars a year following the installation of specially-designed seal pots to replace 40 existing pots which had been in place for around half a century.
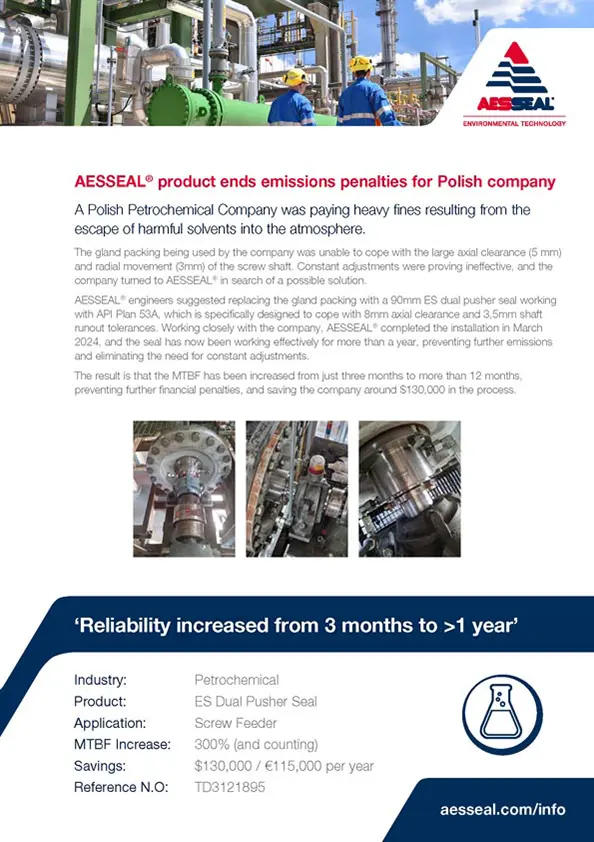
AESSEAL product ends emissions penalties for Polish company
A Polish Petrochemical Company was paying heavy fines resulting from the escape of harmful solvents into the atmosphere.
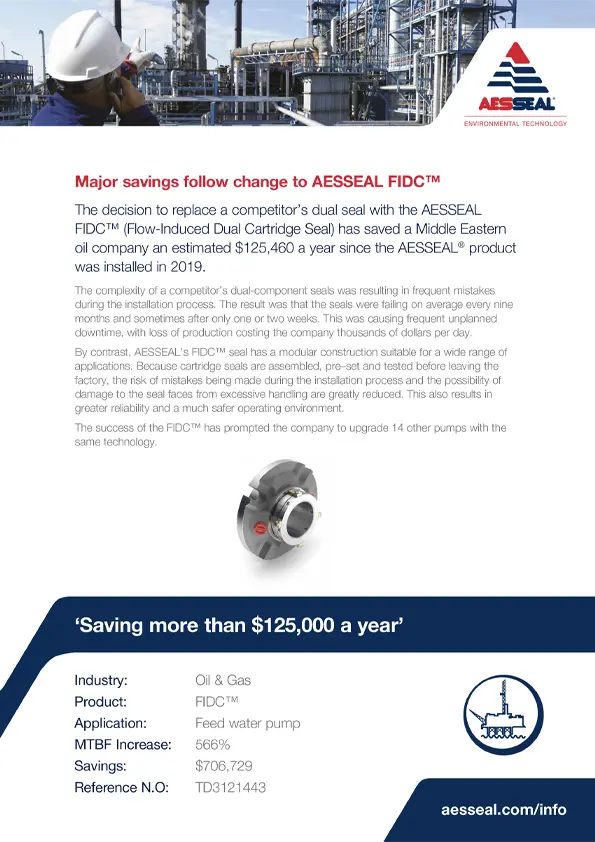
Major savings follow change to AESSEAL FIDC™

The decision to replace a competitor’s dual seal with the AESSEAL FIDC™ (Flow-Induced Dual Cartridge Seal) has saved a Middle Eastern oil company an estimated $125,460 a year since the AESSEAL® product was installed in 2019.
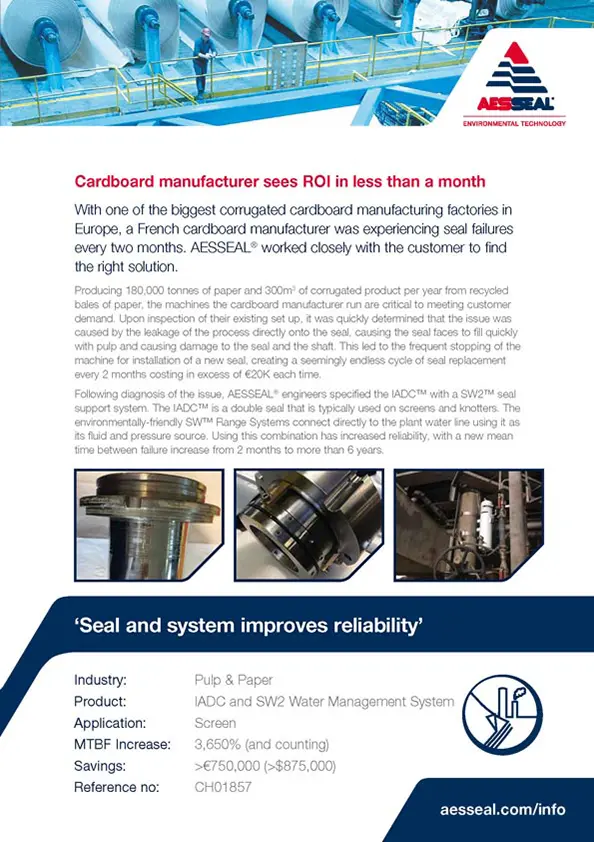
ROI In Less Than A Month
a French cardboard manufacturer was experiencing seal failures every two months. AESSEAL worked closely with the customer to find the right solution.
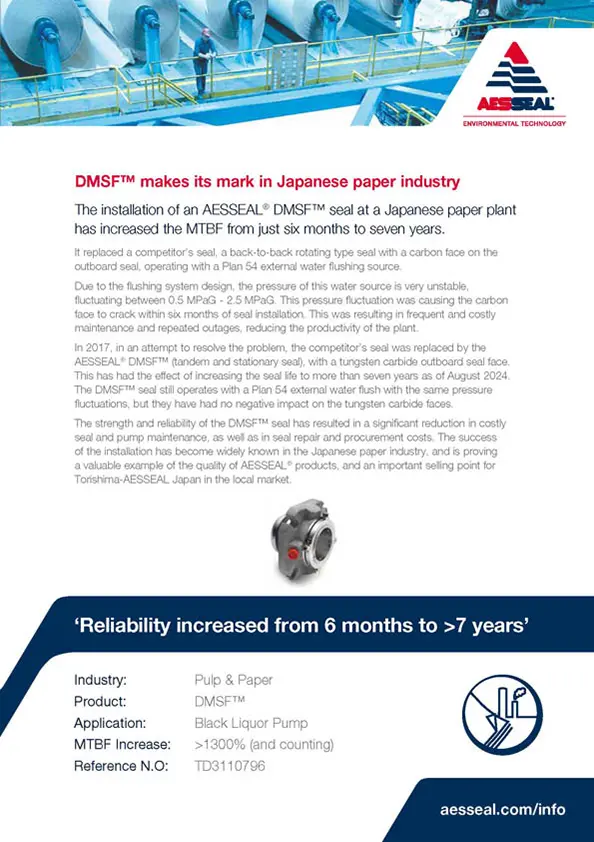
DMSF makes its mark in Japanese paper industry

The installation of an AESSEAL® DMSF™ seal at a Japanese paper plant has increased the MTBF from just six months to seven years.

DMSF seal the answer at South African plant
The installation of the AESSEAL DMSF seal and SW2 water management system at the Ford plant in Pretoria, South Africa, has improved the MTBF of a crucial seal from less than two weeks to more than two years.

Chemical plant saved over €500,000 in the first year
A critical glue agitator vessel was affecting productivity for a silicone manufacturing facility in France. This situation was costing the company thousands of Euros in lost production.
80 million litres of water per year to be saved at Mexican mine

The Grupo Mexico Caridad mine in Mexico was experiencing lengthy downtimes and using high volumes of water for lubricating pump packing.

Chemical Producer Saves Over £1.7 Million in Plant Downtime
A specialty chemical company at its UK processing facility were desperately trying to get spare parts for the mechanical seal on one of its critical reactors.
FIDC ends costly leaks at US firm
The installation of an FIDC seal to replace single seals with no flush or API Plan has dramatically improved pump reliability at a pulp and paper company in New England.
Mechanical seals runs an incredible 17 years without problems
Tongaat Hullett Sugar were un happy with the amount of maintenance required on the sealing of one of its pumps.
AESSEAL system fixes sewage problems for US township
A municipality in Pennsylvania was having issues with major inefficiencies in its sewage treatment system.



